搜索/English

株洲欧科亿数控精密刀具股份有限公司是一家专业从事数控刀具产品和硬质合金制品的研发、生产和销售的高新技术企业。

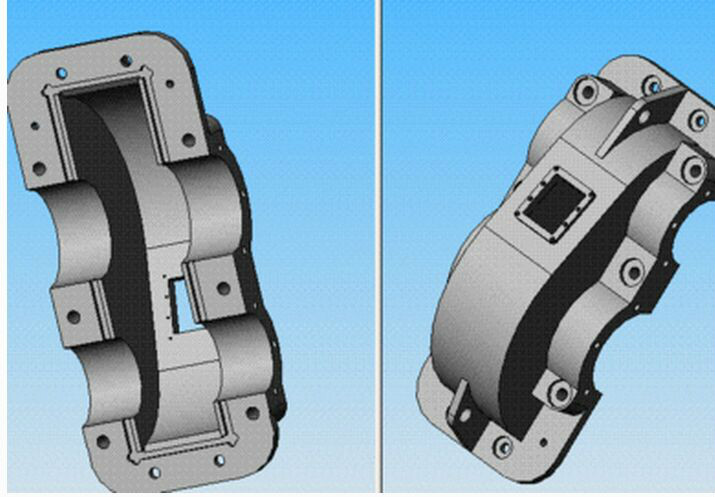
模具加工案例 切削工件:某模具厂模坯刀片型号:RDKW10T3MO切削参数:Vc=160M/NIN,AP=0.4MM,F=0.15MM/REV 刀片材质:OP1030刀具失效判断标准:刀具磨损工件材料:1A97刀片每刃切削寿命比较:

铝管接头加工案例 切削工件:某公司铝管接头刀片型号:TCGX16T304-NL切削参数:Vc=400M/NIN,AP=0.6MM,F=0.2MM/REV 刀片材质:OK434刀具失效判断标准:工件表面质量变差工件材料:1A97刀片每刃切削寿命比较:

轮毂加工案例切削工件:某汽车配件厂轮毂刀片型号:WNMG080408切削参数:Vc=190M/NIN,AP=1.5MM,F=0.2MM/REV刀具失效判断标准:刀具磨损工件材料:QT450刀片每刃切削寿命比较:
切削材料:低碳钢刀片:CNMG190616-OPR(OC2025)对比刀片:国外B公司同类产品切削参数:ap=2-3MM,f=0.16MM/REV,Vc=240M/MIN刀具失效判断标准:刀尖磨损每个切削刃加工工件数量对比:OKE公司:2-3件B公司:1-2件工程图:

模具铣刀-OP1030特点:1、高韧性的基体结合耐磨的PVD涂层,具有卓越的韧性和耐磨性;2、其韧性较OP1215有了很大的提升,因此,在铣削时抗冲击性能有了很大的改善;3、适合各种工况下的钢件、不锈钢和铸铁的半精-精加工;4、特别适合铣削模具钢,尤其是铣削模…
铝合金特点:三维短屑槽及大的容屑槽设计,能保证刀片的断屑和排屑性能,大前角及后角使刀片刃口更加锋利,切削更加轻快,有降低切削负载,刃倾角的设计控制了切屑的流向,前刀面的镜面效果,降低了切屑与前刀面发生粘结的可能性,遏制了积屑瘤的产生。从而可以获得高的表面质…
OC3115特点:坚硬的基体与超厚的TiCN+Al2O3结合,具有良好的抗剥落性,适用与铸铁中高速切削,在中速切削时还能承受轻微的断续加工。

1、MF:独特的槽型设计在保证刃口锋利的基础上,增加了刃口强度,解决不锈钢加工中断屑问题,切削温度高,粘刀,加工硬化等加工难点,可以获得比-MSF更高的加工效率。2、MSF:双前角三维槽型设计,刃口锋利,切削力低,解决不锈钢加工中断屑问题,切削温度高,粘刀,加工硬化等…
地址(总部):湖南省株洲市炎陵县中小企业创业园创业路
(分公司):湖南省株洲市芦淞区创业四路八号
销售服务电话(数控):0731-22673808
销售服务电话(锯齿):0731-22673988
传真:0731-22673961
版权所有 株洲欧科亿数控精密刀具股份有限公司
